wytwarzanie addytywne
Integracja wytwarzania addytywnego i obróbki wielozadaniowej
Laserowe osadzanie metalu
Technologia wytwarzania addytywnego trafiła do obrabiarki wielozadaniowej.

 Kosztownym materiałom stosowanym w lotnictwie, energetyce i wyrobach medycznych można w krótkim czasie nadawać prawie ostateczne kształty (NNS — near net shape) techniką laserowego osadzania metalu. W procesie wytwarzania addytywnego możliwe jest stosowanie różnych typów metali dla uzyskania pożądanej wytrzymałości i odporności na korozję.
Kosztownym materiałom stosowanym w lotnictwie, energetyce i wyrobach medycznych można w krótkim czasie nadawać prawie ostateczne kształty (NNS — near net shape) techniką laserowego osadzania metalu. W procesie wytwarzania addytywnego możliwe jest stosowanie różnych typów metali dla uzyskania pożądanej wytrzymałości i odporności na korozję.
Metoda wytwarzania addytywnego
Wiązka lasera emitowana ze środka dyszy stapia materiał bazowy i proszek metalowy podawany wokół dyszy.
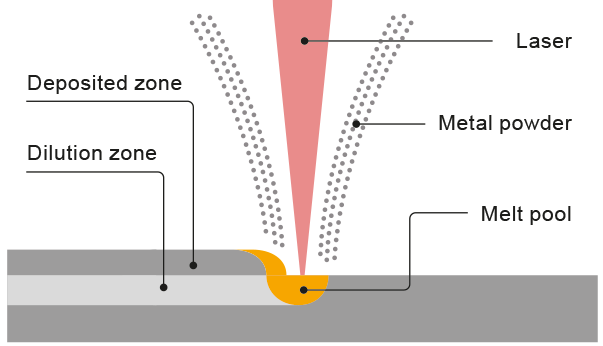
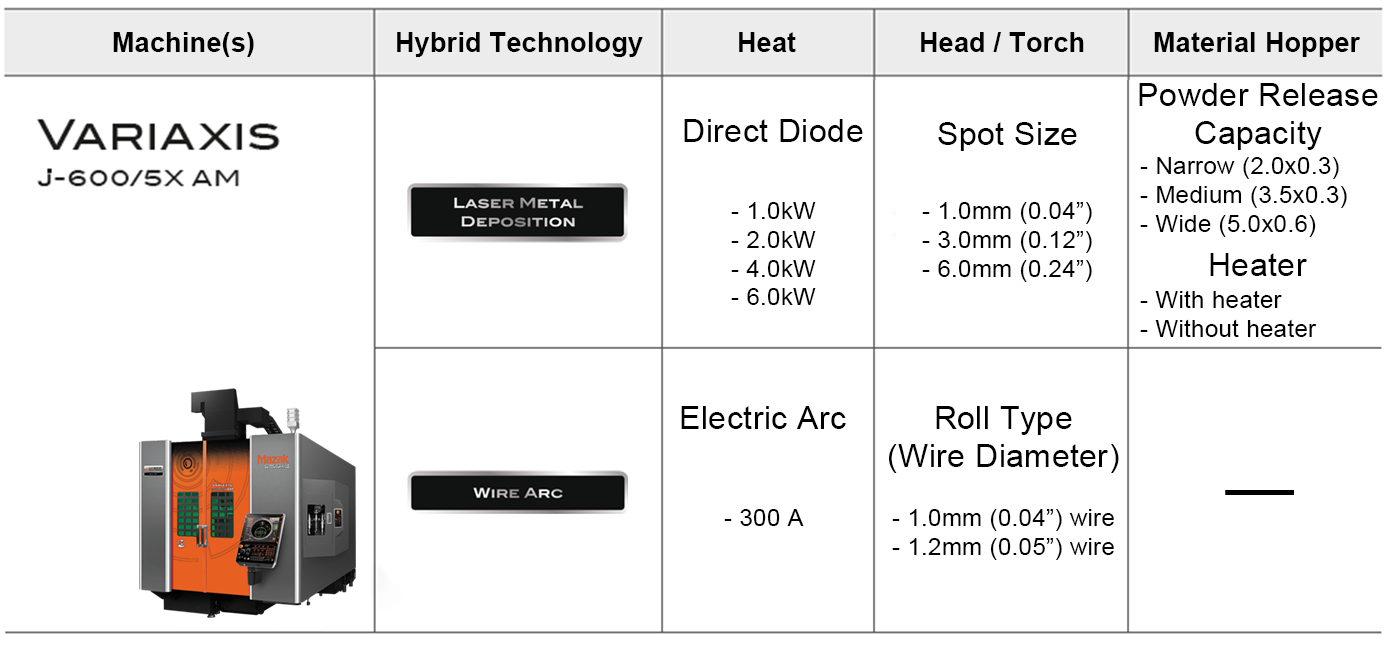
Źródło ciepła: Laser
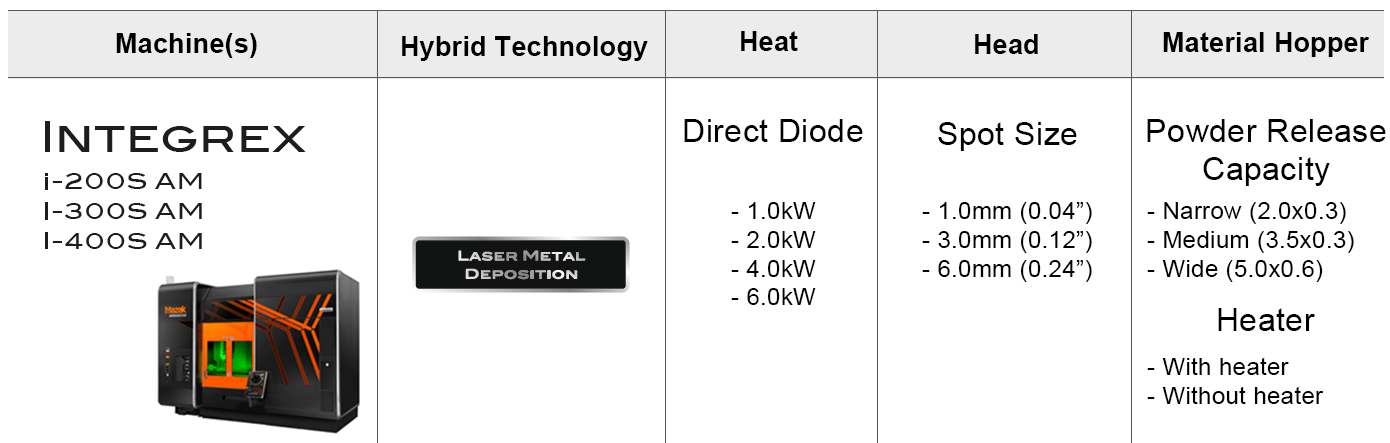
Rezonator lasera: Direct Diode 1,0 kW, 2,0 kW, 4,0 kW, 6,0 kW
Średnica ogniska: Zależna od zastosowania
Materiał: Proszek metalowy
Wytwarzanie addytywne Wire Arc
Zaawansowana technologia wytwarzania addytywnego dostępna w wielozadaniowym 5-osiowym centrum obróbkowym.
- Umożliwia produkcję części minimalnym nakładem czasu — przez co idealnie nadaje się do wytwarzania prototypów
- Jako rozwiązanie bardzo wszechstronne, pozwala na odkładanie różnych rodzajów materiałów na materiale bazowym
Wytwarzanie addytywne Wire Arc nadaje się do realizacji wielu różnych procesów, takich jak: nadawanie komponentom prawie ostatecznego kształtu (NNS — near net shape), naprawa form, a także inne zastosowania wytwarzania addytywnego.
Metoda wytwarzania addytywnego
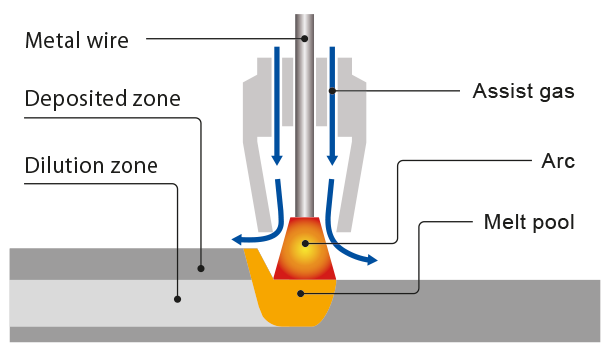
Materiał z drutu metalowego stapianego przez łuk elektryczny jest osadzany na materiale bazowym. Proces zgrzewania jest zautomatyzowany i programowalny.
Źródło ciepła: Łuk elektryczny
Rodzaj łuku: MIG
Maks. prąd: 300 A
Materiał: Drut metalowy Φ1,0 mm (Φ0,04 cala), Φ1,2 mm (Φ0,05 cala)
Zastosowania
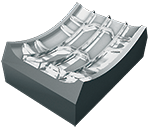
Technologia NNS (prawie ostateczny kształt)
Uzyskanie prawie ostatecznego kształtu detalu wymagało dotychczas wykonania odlewu. Technologia wytwarzania addytywnego eliminuje proces odlewania, znacząco skracając czas produkcji.
|
Formy do opon Materiał bazowy: A5052 |
Wały Materiał bazowy: SUS316 |
Przenośniki śrubowe Materiał bazowy: SUS304 |
 |
 |
 |
Powlekanie powierzchniowe
Możliwe jest platerowanie na różnych rodzajach materiałów bazowych w celu zwiększenia wytrzymałości detalu.
|
Wirniki Materiał bazowy: SUS316 |
Rolki do nawalcowywania gwintu Materiał bazowy: S45C |
Ostrza Materiał bazowy: SUS304 |
 |
 |
 |
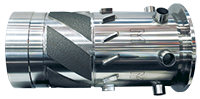
Naprawy
Podczas obróbki naprawczej możliwe jest zastosowanie techniki wytwarzania addytywnego i obróbki wykańczającej w jednym ustawieniu detalu.
|
Wirniki turbosprężarek Materiał bazowy: Inconel 718 |
Formy blaszane Materiał bazowy: SKD61 |
 |
  |
INTEGREX i-AM Series
Laserowe osadzanie metalu
Integracja maszyn wielozadaniowych DONE IN ONE i technologii wytwarzania addytywnego
- Szeroki wybór specyfikacji i opcji pozwalający na dopasowanie konfiguracji maszyny do wymagań konkretnego procesu produkcyjnego
- Duży zakres ruchu osi Y umożliwiający obróbkę dużych detali
- Bramowa głowica do wytwarzania addytywnego odseparowana od wrzeciona frezarskiego dla uzyskania większej wszechstronności
- Laserowe osadzanie różnego typu metali
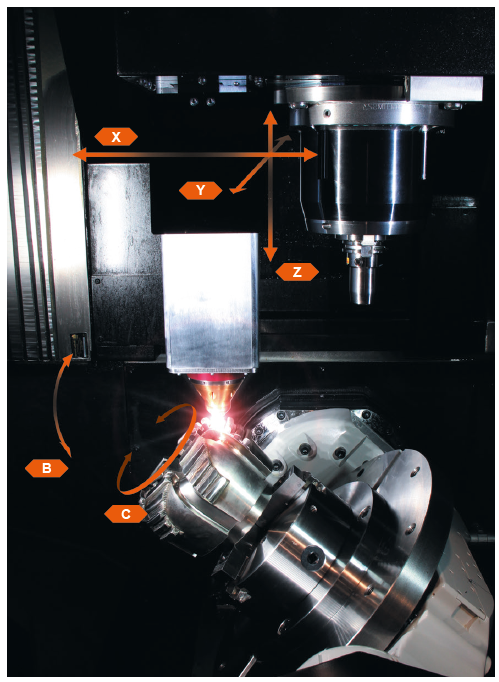
Bramowa, bardziej wszechstronna głowica do wytwarzania addytywnego
Głowica do wytwarzania addytywnego nie jest wbudowana we wrzeciono frezarskie — takie rozwiązanie zwiększa wszechstronność obrabiarki. Możliwe jest 5-osiowe osadzanie metalu.
- Niezawodna, odporna głowica do wytwarzania addytywnego zawiera współosiową dyszę proszkową i wewnętrzny układ chłodzenia cieczą.
- Monitorowanie procesu w pętli zamkniętej zapewnia bezpieczeństwo i stabilność osadzania metalu.
- Ciągłe sterowanie laserem pozwala uniknąć przegrzewania detalu.
- Odsetek wadliwych detali jest mniejszy, a wydajność produkcji wzrasta.

INTEGREX i-300S AM
- Rezonator lasera: Direct Diode 2 kW
- Średnica ogniska: Φ2,2 mm (Φ0,087 cala)

Zintegrowany zespół wrzeciona i silnika
Zastosowanie zintegrowanego zespołu wrzeciona i silnika minimalizuje drgania przy szybkiej obróbce, co pozwala na uzyskanie wyjątkowej jakości powierzchni oraz wydłuża żywotność narzędzi.
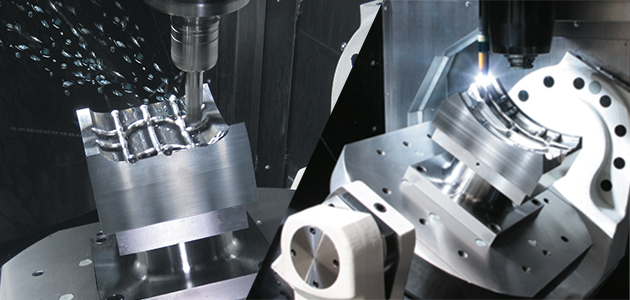
Wysoka szybkość i dokładność obróbki
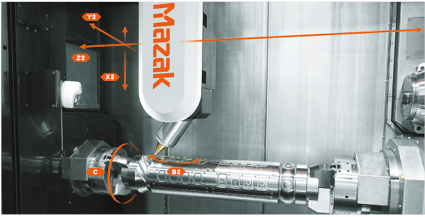
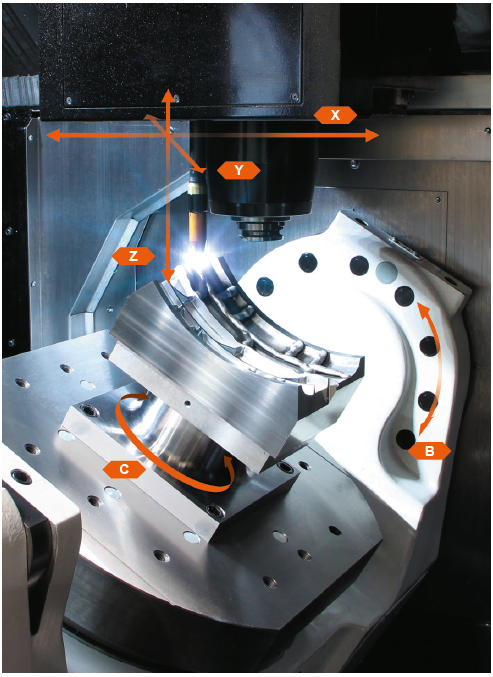
VARIAXIS j-AM Series
Laserowe osadzanie metalu lub wytwarzanie addytywne Wire Arc
Integracja centrum obróbkowego o wysokiej dokładności do jednoczesnej obróbki 5-osiowej z technologią wytwarzania addytywnego.
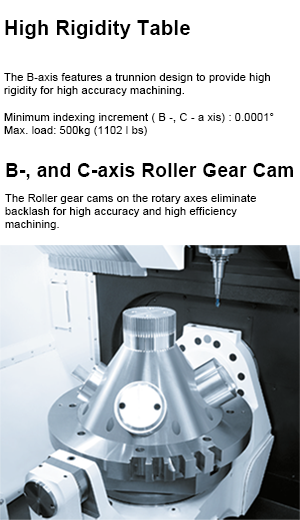
- Sztywny stół uchylno-obrotowy zapewnia wysoką dokładność obróbki
- Możliwość wytwarzania addytywnego metodą laserowego osadzania metalu lub Wire Arc pozwala na dobór technologii do specyfiki detalu
- Doskonała dostępność stołu i magazynu z przodu maszyny znakomicie ułatwia obsługę
Głowica do laserowego osadzania metaluGłowica laserowa umieszczona blisko wrzeciona realizuje osadzanie metalu w 5 osiach. |
Głowica do wytwarzania addytywnego Wire ArcGłowica umieszczona blisko wrzeciona realizuje osadzanie metalu w 5 osiach. Kompaktowa głowica zapewnia doskonałą dostępność detalu. |
|
 |
 |
 VARIAXIS j-600/5X AM
VARIAXIS j-600/5X AM

- Rezonator lasera: Direct Diode 2 kW
- Średnica ogniska: Φ2,2 mm (Φ0,087 cala)

- Rodzaj łuku: MIG
- Maks. prąd: 300 A
Wysoka szybkość i dokładność obróbki
 |
 |